
Качественный сварочный шов является основной целью каждого сварщика. От этого может зависеть несколько факторов: как долго удерживаются детали и на какие нагрузки рассчитана сама конструкция. Для получения оптимального результата требуется придерживаться основных особенностей. Из основных можно выделить – выбор верного угла электрода, подбор силы тока, а также иметь надлежащий уровень мастерства.
Угол электрода при сварных работах
Виды сварных швов производят по главным признакам. На процесс формирования влияет скорость и перемещение электрода. Принято различать типы сварных швов, их можно рассматривать, учитывая многие тонкости технологического процесса.
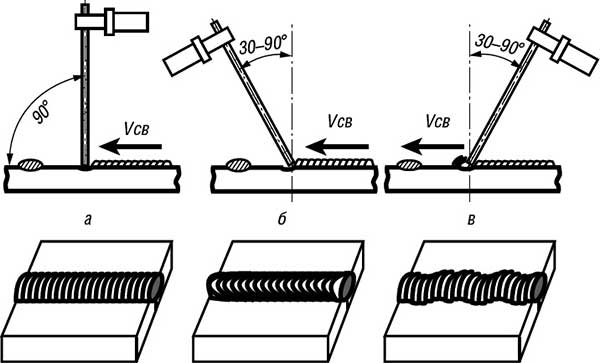
Процесс уже берет свой старт с закрепления электрода в держателе. Безусловно, до этого уже была подобрана необходимая сила тока и выбрана полярность. У каждого сварщика имеется свой порядок проведения работ, сюда же и включен сам наклон электрода. Исходя из мнения многих работников, средним оптимальным углом принято считать 70 градусов по отношению к рабочей зоне. А вот по отношению вертикали, формируется угол в 20°.
Бывают рабочие ситуации, где положение электрода находится в малом пространстве, в этом случае допустима перпендикулярная позиция самого электрода. Перемещают его как от себя, так и на себя. Такое движение располагает явное различие. Для значительного прогрева кромок электрод «идет» от себя, а для лучшей термичности, перемещение происходит в иную позицию.
Движение электрода
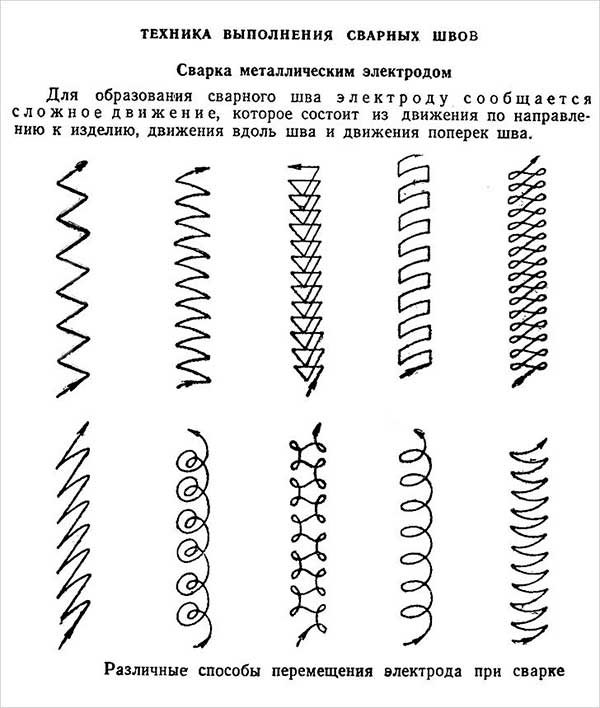
С одной стороны, этот параметр не имеет особого значения. Но именно движение электрода влияет на производство сварного стыка. Нужно понимать, что движение носит относительный характер, так как по-другому невозможно соединить детали.
Траектория может иметь различный характер: плавные и резкие при различных углах, схожие чем-то на восьмерки и прочие. Именно шов высокого качества имеет визуально приятный облик, равномерные края, единые параметры наплавления. Исключаться должны дефекты, не провары, отверстия.
Принцип катета и общие нормы
Технология производства шва происходит от металлического плавления и до его охлаждения. Рассмотрим сварочные швы по следующим особенностям:
- Пропорция соединения.
- Продолжительность.
- Основа соединения деталей.
- Положение шва относительно пространства.
- Число наложенных слоев.
По нормам ГОСТ каждый тип шва имеет свое определение, особенности и катет.
Под катетом понимают сторону треугольника, который вписывается в поперечное сечение сварочного соединения.
Следует верно находить его значение, так как это будет гарантом прочности шва. Если манипуляции происходят с деталями разной толщины, то площадь сечения учитывается в пользу тонкой детали. Несоответствующее число катета не будет сулить хороший итог, так как это не способно армировать сам стык. В итоге неверный расчет может привести к деформации или разрушению конструкции.
В технических справочниках можно увидеть размеры катетов с помощью определенных шаблонов.
Основные виды сварных стыков
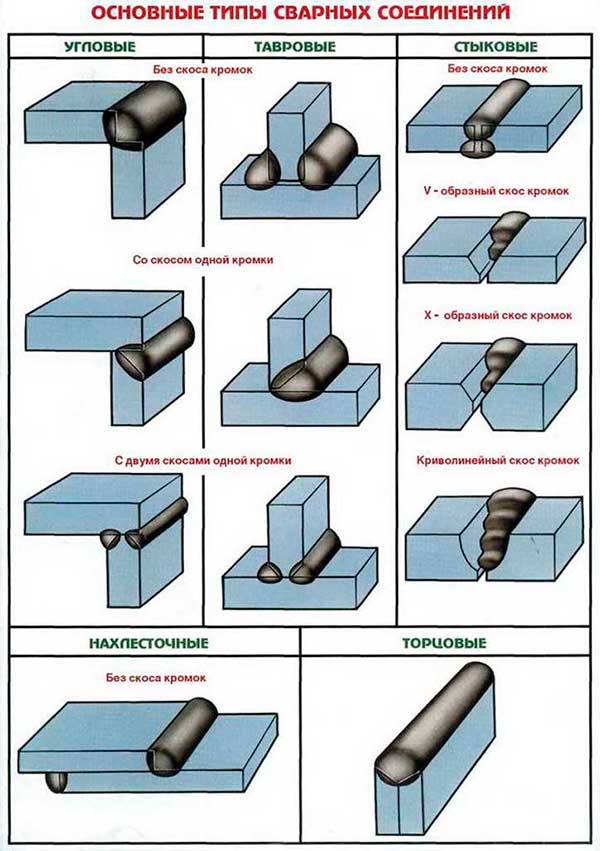
Именно расположение сварных деталей может определять тип соединения.
- Встык – происходит соединение поперечных частей деталей, которые расположены на одной плоскости. Кроме того, различают такие способы процессов – со скосом и без него, а также с формированием бортков.
- Внахлест – наиболее распространенный способ при сваривании труб и профильных частей. Элементы располагают параллельно или одна входит в другую.
- Угол – соединения формируют с обеих сторон. Можно производить без скосов.
- Тавровый способ – внешне стык имеет вид буквы «Т». Порой детали располагают под острым углом. Поперечная часть совмещается с боковой иной стороны. Соединение формируют с обеих сторон со скосами и без них.
Форма и продолжительность шва
Сварное соединение бывает, как плоским, так и немного выпуклым. Крайним исключением может возникнуть формирование вогнутой формы стыка. Такой способ применяется, если предусматриваются динамические нагрузки. Чаше всего, распространенными принято считать плоские швы, их то и считают наиболее универсальными.
Продолжительность шва может быть, как сплошная, так и прерывистая. Второй вариант различают и часто применяют в промышленности. Тут смысл заключается в контактной сварке. Ее проводят на технологическом оборудовании, которое оснащают движущимися дисковыми электродами. Такой способ называют роликовый.
Приспособление применяют для образования цельного шва. По итогу он является весьма надежным. В промышленности этот способ используют для провара трубопроводов, резервуаров и прочих установок.

Положения швов относительно пространства
Сварочный шов, который был пройден однократно, называют однослойным. Если необходимо работать с более толстыми элементами, то для прочности стыка применяют много проходов. В итоге происходит формирование нескольких швов, наложенных один на один. Это соединение классифицируют как многослойное.
С учетом различных рабочих обстановок, там, где требуется сваривание металлов, сварочные соединения применяют всегда индивидуально. Тут речь идет об различных вариантах сварочных швов.
При производстве вертикального соединения сварщик производит движение электрода снизу-вверх. В этом случае траектория будет иметь вид чешуи или елки. Первый способ максимально прост, его чаще всего применяют молодые специалисты. Соединение под углом производится способом «в лодку» — с симметрией или без нее. В труднодоступном пространстве применяют несимметричный вариант наложения шва.
Особо трудным можно считать именно потолочный провар в производстве работ с применением сварки. Без надлежащего опыта вряд ли выйдет ожидаемый итог. Проблема в том, что расплавленный металл намеренно покидает ванну и все рабочее пространство.
Исключить такой итог можно при следующих приемах: производство работы должно проходить малой дугой при силе тока до 50%. При сварке толстых деталей при потолочном способе, производят несколько проваров. Основной шов должен быть толщиной 4 мм, а иные на 1 мм больше.
Угол электрода подбирается по отношению от пространства будущего шва. Пространственные, а также потолочный шов сваривают при положении электрода под углом позиции вперед. Также точно располагают электрод в случае с не поворотными швами трубопроводов. А в случаях поверхности, которые находятся под углом, либо же встык, варят электродом, направленным назад. В малодоступном месте их следует вести по отношению к поверхности.
Очистка сварных стыков
В итоге окончания сварных работ на швах образуются шлаки. Если они попали в шов, то он теряет свою прочность. Такие образования обязательно следует обрабатывать. Если специалист производит несколько проходов, то зачищать необходимо каждый из них. В этом случае стык обстукивают молотком и зачищают щеткой по металлу.
При грубой очистке применяют шлифовальные машины или специализированные ножи. Большие детали обрабатывают на станках. В итоге, вся поверхность подвергается полировке. Довольно распространен в использовании фибровый круг. Кроме того, нет исключения при иных способах обработки сварного стыка.
Василий Куйбар
Автор блога, любознательный человек. Интересуюсь сварочным делом, электромонтажными работами, веду свой сварочный бизнес. Имею опыт работы в крупнейших нефте-газовых компаниях России. Есть собственное мнение, но и окружающих читать всегда интересно.